
更新时间:2026-06-19 06:18:59 ip归属地:渭南 浏览次数:33 公司名称: 纵横机械制造(渭南市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 260 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 产品规格 | 按要求订做 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |
| 定伸应力 | 10 |
| 剥离强度 | 7 |
| 磨耗减量 | 0.1 |
| 应用领域 | 矿山、电力、冶金、化工等 |
| 连接方式 | 法兰连接 |
| 范围 | 衬胶管道 【不锈钢衬塑管】供应范围覆盖陕西省、西安市、宝鸡市、咸阳市、延安市、汉中市、榆林市、铜川市、商洛市、安康市、渭南市等区域。 |




| 产品参数 | |
|---|---|
| 产品价格 | 260 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 产品规格 | 按要求订做 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |
| 定伸应力 | 10 |
| 剥离强度 | 7 |
| 磨耗减量 | 0.1 |
| 应用领域 | 矿山、电力、冶金、化工等 |
| 连接方式 | 法兰连接 |
| 范围 | 衬胶管道 【不锈钢衬塑管】供应范围覆盖陕西省、西安市、宝鸡市、咸阳市、延安市、汉中市、榆林市、铜川市、商洛市、安康市、渭南市等区域。 |

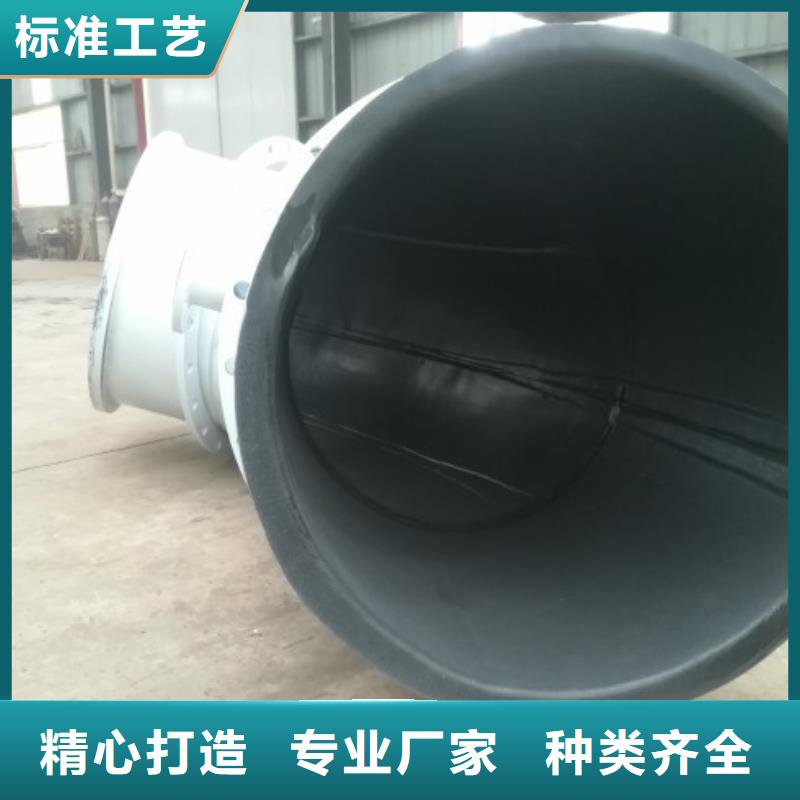
电厂衬胶管道生产工序介绍:
1、钢管选择优质的无缝钢管作为母材。
2、下料、焊接法兰。
3、把焊接好的钢管喷砂处理。
4、钢管内壁涂刷胶浆。
5、胶板下料。
6、待涂刷的胶浆快晾干时,贴胶板。
7、进入高温硫化罐、蒸汽硫化。
8、衬胶管道电火花检测。
生产衬胶管道大致就这几道工序,公司设备齐全,有专业的衬胶技术人员,欢迎您的来电咨询。
洛阳纵横机械制造有限公司是一家集科研、开发、生产、销售于一体的多元化复合型离新技术企业。企业致力于环保节能新型产品的开发、研究与应用,专业生产电厂防腐管道,矿山耐磨管道,饮水管道,耐腐蚀管道等。产品分为衬胶系列、衬塑系列,3PE系列等防腐耐磨系列产品,并具备工程测量、设计、生产、安装能力和完善的售后服务体系。
衬胶管道设备的材质、结构和表面状态和衬胶管道设备成品的质量有着直接的关系。为保证衬胶管道的质量,必须在施工前对设备进行严格的检验,合格后方可施工。
衬胶管道设备施工前的检查主要有两个方面。首先要严格按图纸对设备进行检查,根据流程核查衬胶管道设备各管口位置是否正确,衬胶完成后设备不允许施焊。
其次要求金属表面平整、光滑、无气孔、凹陷、死角。如有焊接不平、砂眼、漏焊等现象,必须补焊、打磨平整,以免衬里被刺破或因残留气体造成鼓包。焊缝部位必须修磨,呈圆滑过渡。
以上就是衬胶管道施工前的检测工作。洛阳纵横机械是一家专业的衬胶管厂家,主要生产衬胶管道、衬胶耐磨管、设备衬胶、衬塑防腐管等产品。
钢衬胶耐磨管维修如何有效去除内部橡胶?
很多人问衬胶管厂家一个问题,那就是使用过的衬胶管道在拆卸后,内部的橡胶能不能除掉?洛阳纵横机械给出的是肯定的。接下来小编就给大家介绍一下这方面的知识。
由于现在有很多的电厂改造、化工管道、污水处理地域在使用过的衬胶管道拆卸后,橡胶板除完旧后,余下的钢管可以再次使用,能够节约成本。但是,衬胶管道的内部橡胶应该怎样除掉呢?
钢衬胶耐磨管厂家在除掉内部橡胶时有两种方法,一种方法就是拿火烧,这是一种简单粗暴的方法,比较快一些。第二种方法是拿电镐,人工冲下来。当然旧的橡胶板弄下来也是比较麻烦的,厂家会增加一定的费用。
以上就是衬胶管厂家再除掉内部橡胶时做的一些工作和两种工作方法,大家在具体操作时,可以详细咨询洛阳纵横机械的工作人员,我们会给出一些具体的指导。


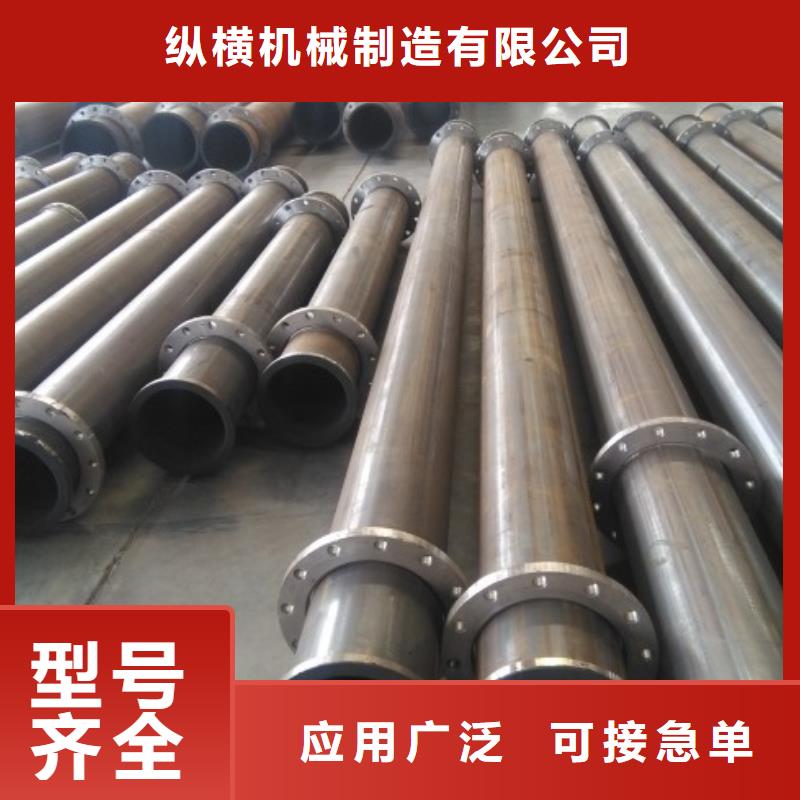
机磨再循环浆液管道
洛阳纵横生产机磨再循环浆液管道,碳钢衬胶管,循环浆液衬胶管的大型企业,衬胶管道技术成熟,价格实惠,工期短,发货快,产品畅销山西,陕西,河南,甘肃,青海,宁夏,广东,广西,山东,河北,安徽,海南,湖北,湖南,四川等地。
机磨再循环浆液管道是脱硫衬胶管道一种运用在脱硫上的输送管道,由于在脱硫中需要输送具有酸碱物质的溶液,因此机磨再循环浆液脱硫管具有防腐、耐磨以及耐温等作用,以保证脱硫的正常运行。常用的脱硫管、高合金复合钢板以及玻璃鳞片等,目前市场上应用比较多的是将橡胶衬里的衬胶管作为脱硫管。
机磨再循环浆液管道详情介绍:
机磨再循环浆液是采用钢管作骨架材料,以耐磨、防腐、耐热等性能的橡胶作为衬里层,利用橡胶的高弹性、高气密性、耐冲击性、耐磨性、耐候性、耐辐射性、耐化学介质性和吸收振动等独特性能,使用高性能的粘合剂经特殊工艺复合硫化成型,机磨再循环浆液脱硫管道产品具有高耐磨、耐水锤冲击、耐酸碱盐腐蚀、抗高温、缓结垢、粘接强度高、运行阻力小、输送介质广、使用寿命长、节电节材等优点,减小输送介质对管壁的冲击磨损,广泛应用于冶金、电力、化工、石油、煤炭、水泥等行业的输送理论温度在-40℃~+150℃之间,既有磨损又有腐蚀的介质的管路设备。
机磨再循环浆液脱硫管道参数:
一、工作压力:≤1.6mPa,承受负压,介质温度:-50℃~150℃,衬层厚度:设备8±1mm,管配件DN25~DN50 3mm DN65~DN100 5mm DN125~200 7mm DN250~DN400 9mm
二、技能需求:
1、设备制作验收规范按HGJ92-90规范、GHJ33-91规范;
2、设备及管件法兰按GB2555-81、GHJ45-91规范或用户需求制造;
3、设备焊接按GB/T4709-92规范,焊缝按GB13985-88规范;
4、选用JG-873型电火花微孔探伤仪,输出电压5KV-30KV探头在防 腐衬里层表面以移动速度不超越50mm/s探测,以不击穿为合格。
机磨再循环浆液脱硫管道介绍:
洛阳纵横制造有限公司本着科技创鞋用户至上的理念,采用的设计、制造和安装技术,进一步为广大用户提供和优良性价比的耐磨,防腐蚀管道丁基橡胶管道等产品,进一步促进我国管道行业的发展。机磨再循环浆液脱硫管道企业质优的产品,良好的性价比,认真负责的履行合同和的使公司赢得了广大用户的信赖,随着公司的不断研发,机磨再循环浆液脱硫管道不断创新产品系列分为机磨再循环浆液脱硫管道、衬塑钢管系列、橡胶衬里系列、钢衬四氟管道和钢衬塑、衬胶大型储罐等系列,机磨再循环浆液脱硫管道在化工、环保、石油、冶金、食品、市政、矿山行业、煤炭矿业、建筑工程等领域得到了迅速广泛的应用。



衬胶钢管生产对原料6点要求
1.用于制作衬胶管道所用钢管、管件必须有出厂合格证,并从同一批量中抽取2%(不少于2件)进行校验性试验。材料的试验结果中如有一个试样不合格时,需另取双倍数量试样进行不合格项目的复检。复检结果即使有一个试样不合格,则该批钢管或管件要逐个进行试验。
2.钢管、管件的内外表面不得有裂缝、褶皱、发纹和结疤等缺陷存在,若有这些缺陷应完全掉,后壁厚和外径不得超过允许的负偏差。
3.丁基橡胶板的质量应符合:胶板质量应符合GB5575《化工设备衬里用未硫化橡胶板》的规定。
4.衬里用橡胶板表面不允许有油污染物。
5.配胶浆用的胶片应全部溶于溶剂中,不得出现结块、沉淀或翻花现象。
6.配制好的胶浆应是粘稠状液体,存放时不应呈凝胶状态。
如何合理的布置衬胶耐磨管?在选择这种产品时也要事先考虑对其的设计和布置。今天,洛阳纵横机械制造有限公司的小编给大家说一说怎样合理布置衬胶管道。
衬胶耐磨管的设计条件应包括装置建设的环境条件(如温度、湿度、风力、风向、雨雪、地震、地质、周边环境等)、工艺条件(如水、电、汽、风等公用工程条件及装置规模、介质性质、介质温度、介质压力、开停工时间、操作工况等)、建设周期(如设计计划表、采购计划表、施工计划表、开工时间等)等。用户有时也常提出一些要求,诸如操作要求,消防要求、环保要求、器材标准要求、设计文件编制内容等各种要求。设计条件和用户要求都是衬胶管道布置设计的基础条件。
衬胶耐磨管合理的设计在于把这些条件中提出的要求赋以运用,既要十分重视这些要求,又要对某些要求进行适当的平衡,*终做到在技术、经济、等方面均为上佳。



纵横机械制造(渭南市分公司)主要生产经营: 不锈钢衬塑管我公司为使产品更加符合客户需求,公司实行一套完整标准的售前,售中,售后服务。公司为客户提供定制化服务。我们公司始终遵循“质量为主,客户至上,诚信为本”的经营理念。致力于提供高品质的产品,完善的售后服务,快捷的供货。无论您身处何方,都能感受到我们专业技术人员迅捷优良的服务。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,产品深得用户依赖。欢迎新老客户来电垂询。


电厂衬胶管道制作流程如下:
1、对管道或者管件按照用户需求的数据尺寸进行切割和焊接连接法兰;
2、对焊接好的钢体进行检验,要求尺寸,焊缝平整饱满,检验合格后送进喷砂房喷砂除锈。
3、喷砂完成对管体进行涂抹胶浆,衬胶管道胶浆要涂刷4遍以后才可以粘贴胶板,每一层胶浆要间隔8小时以上(因天气情况而定),由此可见,衬胶管道的工艺复杂,生产周期长,全部由人工操作。
4、此刻胶浆涂完以后,根据管体尺寸剪裁电厂脱硫系统衬胶管道生产技术
5、 贴衬法采用热烙法时应严格控制烙铁的温度,一般控制在100-200℃为宜。烙胶时,烙铁不得在胶板上停留,烙胶应以中部开始往四周赶走气泡。烙胶时发现气泡应及时用针刺破,将气体抖烬,然后用烙铁压实。硫化前应对完成衬贴设备进行检查,发现问题要及时处理。硫化根据设备的大小以及所衬橡胶胶种选择硫化方式。基于衬里的质量和经济观点来看,电厂耐腐蚀管道首先应考虑采用硫化罐硫化法。成品质量控制应检查胶层的硬度及电火花检查衬里层有无漏电现象。如有则应修补。
6、衬胶管道全部制作好以后就可以进行硫化,硫化温控制在150度--180度,压力控制在4MPa,持续进行8个小时以后开始逐步冷却降温,待温度全部降下来以后还要再进行打磨、检验,全部工序完成以后才可以出交给用户。




